
Das beste IN738-Pulver für den 3D-Druck im Jahr 2023
Überblick über IN738-Pulver für den 3D-Druck IN738 ist ein Superlegierungspulver auf Nickelbasis, das häufig für die additive Fertigung von Hochleistungsmetallteilen verwendet wird. Es kombiniert hervorragende mechanische Eigenschaften bei hohen Temperaturen mit einer guten Verarbeitbarkeit, was es zu einer idealen Wahl für den 3D-Druck von Bauteilen für die Luft- und Raumfahrt und die Industrie macht. Dieser Artikel bietet einen umfassenden Leitfaden für IN738-Legierungspulver...
Kleines MOQ
Flexible Beschaffung für Hunderte von Produkten
Unterstützung bei der Anpassung
Individuelles Pulver je nach Branche
Schnelle Lieferung
Per DHL Express, sicher und schnell direkt in Ihre Hände
Überblick über IN738-Pulver für den 3D-Druck
IN738 ist ein Superlegierungspulver auf Nickelbasis, das häufig für die additive Fertigung von Hochleistungsmetallteilen verwendet wird. Es kombiniert hervorragende mechanische Eigenschaften bei hohen Temperaturen mit einer guten Verarbeitbarkeit, was es zu einer idealen Wahl für den 3D-Druck von Komponenten für die Luft- und Raumfahrt und die Industrie macht.
Dieser Artikel bietet einen umfassenden Leitfaden zu IN738-Legierungspulver für 3D-Druckanwendungen. Er behandelt Zusammensetzung, Eigenschaften, Druckparameter, Anwendungen, Spezifikationen, Lieferanten, Handhabung, Prüfung, Vergleiche, Vor- und Nachteile sowie häufig gestellte Fragen zu IN738-Pulver. Die wichtigsten Informationen werden in leicht zugänglichen Tabellen dargestellt.
Zusammensetzung von IN738-Pulver
IN738 hat eine ausscheidungshärtende Legierungszusammensetzung, die verschiedene gelöste Elemente enthält:
| Element | Gew.-% | Zweck |
|---|---|---|
| Nickel | Balanse | Matrixelement sorgt für Korrosionsbeständigkeit |
| Chrom | 15 – 17 | Oxidationsbeständigkeit |
| Aluminium | 3.4 – 4.4 | Ausscheidungshärtung |
| Titan | 3.2 – 4.2 | Ausscheidungshärtung |
| Eisen | 12,5 max | Stärkung der festen Lösung |
| Kobalt | 8.5 – 10 | Stärkung der festen Lösung |
| Molybdän | 1.5 – 2.5 | Kriechverstärkung |
| Tantal | 1 – 2 | Ausscheidungshärtung |
| Kohlenstoff | 0,11 max | Hartmetall-Former |
Außerdem werden Spuren von Bor, Zirkonium und Magnesium zur Kontrolle der Kornstruktur hinzugefügt.
Eigenschaften von IN738-Pulver
IN738 weist die folgenden Schlüsseleigenschaften auf:
| Immobilie | Beschreibung |
|---|---|
| hohe Festigkeit | Ausgezeichnete Zug- und Zeitstandfestigkeit bis zu 750¡"C |
| Thermische Stabilität | Festigkeit und Härte bleiben bis zu 700¡"C erhalten |
| Oxidationsbeständigkeit | Bildet eine schützende Cr2O3-Oxidschicht |
| Widerstand gegen thermische Ermüdung | Widerstandsfähig gegen Rissbildung bei Temperaturschwankungen |
| Korrosionsbeständigkeit | Hohe Beständigkeit gegen Heißkorrosion und Oxidation |
| Verarbeitbarkeit | Leicht schweißbar mit passendem Schweißzusatzwerkstoff |
Aufgrund dieser Eigenschaften eignet es sich für Heißprofilbauteile in der Luft- und Raumfahrt, die extremen Belastungen ausgesetzt sind.
3D-Druckparameter für IN738-Pulver
Für die Verarbeitung von IN738-Pulver sind optimierte Druckparameter erforderlich:
| Parameter | Typischer Wert | Zweck |
|---|---|---|
| Schichtdicke | 20-50 Ãx m | Dünnere Schichten verbessern die Auflösung |
| Laserleistung | 180-500 W | Schmelzzustand ohne Verdampfung |
| Scan-Geschwindigkeit | 800-1600 mm/s | Gleichgewicht zwischen Dichte und Bauzeit |
| Abstand zwischen den Luken | 50-200 Ã×m | Dichte und mechanische Eigenschaften |
| Unterstützungsstruktur | Minimal | Leichtes Entfernen, Oberflächengüte |
| Inertes Gas | Argon | Verhinderung von Oxidation beim Drucken |
Die Auswahl der Parameter hängt von Faktoren wie der Baugeometrie, den mechanischen Anforderungen, den Anforderungen an die Oberflächengüte und der Ausrichtung ab.
Anwendungen von 3D-gedruckten IN738-Teilen
Additiv gefertigte IN738-Bauteile dienen kritischen Anwendungen in:
| Industrie | Komponenten |
|---|---|
| Luft- und Raumfahrt | Turbinenschaufeln, Brennkammern, Abgasteile |
| Energieerzeugung | Heißgaspfadteile, Wärmetauscher |
| Automotive | Turboladerräder, Ventile |
| Chemische Verarbeitung | Pumpen, Ventile, Gehäuse |
Zu den Vorteilen gegenüber gegossenem/geknetetem IN738 gehören komplexe Geometrien, kürzere Vorlaufzeiten und ein besseres Preis-Leistungs-Verhältnis.
Spezifikationen für IN738-Pulver für den 3D-Druck
IN738-Pulver ist im Handel erhältlich und entspricht den Spezifikationen für Zusammensetzung und Qualität:
| Parameter | Spezifikation |
|---|---|
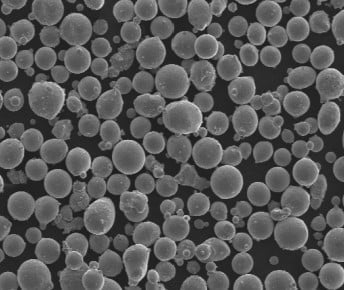
| Partikelgrößenbereich | 15-45 Ã×m typisch |
| Partikelform | Sphärische Morphologie |
| Anscheindichte | > 4 g/cc |
| Schüttdichte | > 6 g/cc |
| Hallenflussmenge | > 23 Sekunden für 50 g |
| Reinheit | >99,9% |
| Sauerstoffgehalt | <300 ppm |
Andere Größenbereiche, Reinheiten und engere Toleranzen sind für spezielle Anwendungen möglich.
Lieferanten von IN738-Pulver
Zu den namhaften Anbietern von IN738-Pulver gehören:
| Anbieter | Ort |
|---|---|
| Praxair | Vereinigte Staaten |
| Carpenter Powder Products | Vereinigte Staaten |
| Sandvik Osprey | Großbritannien |
| Erasteel | Schweden |
| AMETEK | Vereinigte Staaten |
| LPW Technologie | Großbritannien |
Die Preise reichen von $90/kg bis $220/kg, je nach Qualität, Größenverteilung und Bestellmenge.
Handhabung und Lagerung von IN738-Pulver
Als reaktives Metall erfordert IN738-Pulver eine kontrollierte Handhabung:
- Versiegelte Behälter in einer kühlen, trockenen Inertgasumgebung lagern
- Vermeiden Sie den Kontakt mit Feuchtigkeit, Säuren und Oxidationsmitteln
- Verwenden Sie leitfähige Behälter und Transportgeräte
- Erdung von Geräten zur Ableitung statischer Ladungen
- Minimierung der Staubentwicklung und -ansammlung
- Lokale Entlüftung empfohlen
- Hinweise im Sicherheitsdatenblatt beachten
Eine sachgemäße Lagerung und Handhabung verhindert Eigentumsveränderungen oder Gefahren.
Inspektion und Prüfung von IN738-Pulver
Zu den Qualitätsprüfungsmethoden für IN738-Pulver gehören:
| Methode | Geprüfte Parameter |
|---|---|
| Siebanalyse | Korngrößenverteilung |
| Laserbeugung | Korngrößenverteilung |
| SEM-Bildgebung | Morphologie und Mikrostruktur der Partikel |
| EDX/XRF | Chemie und Zusammensetzung |
| XRD | Vorhandene Phasen |
| Pyknometrie | Dichte |
| Hallenflussmenge | Rieselfähigkeit von Puder |
Die Prüfung nach den geltenden ASTM-Normen gewährleistet die Konsistenz von Charge zu Charge.
Vergleich von IN738 mit alternativen Legierungspulvern
IN738 ist im Vergleich zu anderen Ni-Basis-Superlegierungen wie folgt:
| Legierung | Oxidationsbeständigkeit | Kosten | Druckbarkeit | Schweißbarkeit |
|---|---|---|---|---|
| IN738 | Ausgezeichnet | Mittel | Ausgezeichnet | Gut |
| IN718 | Mittel | Niedrig | Mäßig | Ausgezeichnet |
| Haynes 282 | Ausgezeichnet | Sehr hoch | Gut | Begrenzt |
| Inconel 625 | Gut | Mittel | Ausgezeichnet | Ausgezeichnet |
In Bezug auf Druckbarkeit und Leistung bietet IN738 im Vergleich zu Alternativen wie IN718 oder Haynes 282 das beste Gleichgewicht.
Vor- und Nachteile von IN738-Pulver
| Vorteile | Nachteile |
|---|---|
| Ausgezeichnete Festigkeit und Oxidationsbeständigkeit bei hohen Temperaturen | Teurer als IN718-Legierungspulver |
| Leicht schweißbar mit passendem Füllstoff | Geringere Zugdehnbarkeit bei Raumtemperatur |
| Weitgehend validiert für AM-Prozesse | Erfordert heißisostatisches Pressen zum Abbau von Spannungen |
| Leistung vergleichbar/überlegen mit gegossenem IN738 | Lagerung und Handhabung in kontrollierter Atmosphäre erforderlich |
| Komplexe Geometrien möglich | Begrenzte Hochtemperatur-Kriechfestigkeit |
IN738 bietet eine hervorragende Leistung für kritische Heißprofilteile, ist jedoch teurer als andere Ni-Superlegierungen.
Häufig gestellte Fragen über IN738-Pulver für den 3D-Druck
Hier finden Sie einige häufig gestellte Fragen zu IN738-Pulver:
F: Welche Partikelgröße wird für den Druck von IN738 empfohlen?
A: 15-45 Mikrometer ist der übliche Größenbereich, der eine gute Fließfähigkeit sowie eine hohe Auflösung und Dichte bietet. Feinere Partikel unter 10 Mikrometern können die Dichte und die Oberflächengüte verbessern.
F: Warum ist IN738 für den 3D-Druck geeignet?
A: Schlüsselfaktoren sind die Druckbarkeit, die mechanischen Eigenschaften, die Schweißbarkeit und die vorherige Verwendung in konventionellen Verfahren, die die Validierung erleichtern. IN738 wurde für die Knetverarbeitung entwickelt und lässt sich daher leicht an die additive Fertigung anpassen.
F: Welche Nachbearbeitung ist für IN738 gedruckte Teile erforderlich?
A: Nachbearbeitungsprozesse wie heißisostatisches Pressen, Wärmebehandlung und maschinelle Bearbeitung sind in der Regel erforderlich, um Spannungen abzubauen und die gewünschten Abmessungen, Oberflächenbeschaffenheit und Endeigenschaften zu erreichen.
F: Sind für den Druck von IN738 Stützstrukturen erforderlich?
A: Es werden minimale Stützstrukturen empfohlen, um eine schwierige Entfernung von komplexen Oberflächen und Kanälen zu vermeiden. Das kugelförmige IN738-Pulver fließt gut und benötigt keine umfangreichen Halterungen.
F: Welche Alternativen gibt es zu IN738-Pulver für den 3D-Druck?
A: Die wichtigsten Alternativen sind IN718, IN625, Hastelloy X, Haynes 282, Mar-M247 und C263. IN738 bietet jedoch die besten Allround-Eigenschaften für Leistung und Herstellbarkeit.
F: Welche Dichte kann mit 3D-gedruckten IN738-Komponenten erreicht werden?
A: Mit optimierten 3D-Druckparametern lassen sich für IN738 leicht Dichten über 99% erreichen. Dies entspricht den Eigenschaften von traditionell verarbeiteten Knet- oder Gussprodukten aus IN738.
F: Können IN738-Teile nach dem 3D-Druck maschinell bearbeitet werden?
A: Ja, Bearbeitungsprozesse wie Drehen, Bohren und Fräsen können für eine bessere Oberflächengüte und Genauigkeit verwendet werden. Für die Bearbeitung von ausscheidungsgehärtetem IN738-Material sind geeignete Werkzeugparameter erforderlich.
F: Wie hoch ist die typische Oberflächenrauhigkeit von frisch gedruckten IN738-Teilen?
A: Oberflächenrauhigkeitswerte (Ra) von 8-16 Mikrometern sind typisch, können aber durch maschinelle Bearbeitung und andere Endbearbeitungsverfahren weiter verbessert werden.
F: Muss IN738 nach dem 3D-Druck heißisostatisch gepresst werden?
A: HIP hilft, innere Spannungen abzubauen und eine Dichte von 100% zu erreichen, ist aber nicht zwingend erforderlich. Für unkritische Anwendungen kann eine Wärmebehandlung nach dem Prozess ausreichend sein.
F: Was sind häufige 3D-Druckfehler, die bei IN738 beobachtet werden?
A: Defekte wie Porosität, Rissbildung, Verformung, unvollständige Verschmelzung und Oberflächenrauhigkeit können auftreten, werden aber durch optimierte Parameter und Verfahren gemildert.

Kontaktieren Sie uns jetzt
Bitte kontaktieren Sie uns für aktuelle Produktangebote und die Verfügbarkeit von Lagerbeständen.